|
|
Сварочные генераторы: устройство, принцип действия, применение.Сварочные генераторы представляют собой генераторы постоянного тока с характеристиками, обеспечивающими устойчивое горение сварочной дуги. Состоит аппарат из статора с магнитными полюсами и якоря с обмоткой и коллекторами. При вращении якоря в магнитном поле, создаваемом полюсами статора, в его обмотках возникает переменный ток, который с помощью коллектора преобразуется в постоянный. Снятие тока с коллектора обеспечивают угольные щетки, через которые ток подводится к выходным зажимам. Сварочные генераторы могут быть двух типов. В первом типе вращение якоря обеспечивается электрическим двигателем, расположенным с ним на одном валу. Такие устройства называют сварочным преобразователем. В сварочных агрегатах вращающим устройством является двигатель внутреннего сгорания. Достоинство их заключается в возможности выполнения сварочных работ без внешнего источника электрического питания. Генератор с независимым возбуждением и размагничивающей последовательной обмоткой работает по следующему принципу: обмотка независимого возбуждения 1 питается от отдельного источника постоянного тока. Размагничивающая обмотка 2 включена в сварочную цепь последовательно с обмоткой якоря. Для регулирования тока независимого возбуждения предусмотрен реостат. Направление витков обмотки независимого возбуждения и размагничивающей обмотки таково, что создаваемые ими магнитные потоки «Фн» и «Фр» противоположны по своему направлению. В результате наложения друг на друга двух магнитных потоков получается результирующий поток, равный разности их величин Фрез = Фн - Фр.
Инструмент и принадлежности сварщика Электрододержателъ - приспособление, предназначенное для закрепления электрода и подведения к нему электрического тока. Сварочные щитки выпускают двух типов: ручные и головные. Их изготавливают из негорючих материалов с матовой гладкой поверхностью черного цвета и снабжают защитными светофильтрами, защищающими глаза сварщика от действия инфракрасных и ультрафиолетовых лучей сварочной дуги. Для обеспечения оптимальных условий работы сварщика с учетом индивидуальных особенностей его зрения рекомендуется кроме светофильтров, использовать светофильтры на один номер больше или меньше. Если в этом случае оптимальные зрительные условия сварщика не будут достигнуты, необходимо проверить освещенность и зрение сварщика. Кабели и сварочные провода должны быть многожильными, рассчитанными на плотность тока до 5 а/мм2 при токах до 300 А. Их сплетают из большого числа отожженных медных проволочек диаметром 0,18 - 0.20 мм. Длина сварочного провода определяется исходя из условий сварки, но в любом случае не рекомендуется применять провода длиной более 30 м, так как это вызывает большое падение напряжения в сварочной цепи.
Оборудование сварочного поста Места проведения сварочных работ разделяют на постоянные и временные. Постоянные (стационарные) места предназначены для работ, которые 'выполняются в специально оборудованных цехах, мастерских и т.д. Устанавливают сварочный аппарат в защищенном от атмосферных воздействий, хорошо проветриваемом помещении площадью не менее 3 м2. Лучше всего, если пол бетонный, а стены помещения не должны отражать сварочные блики, что может представлять опасность для глаз. Рабочее место может быть оборудовано для сварки малогабаритных предметов. Каркас кабины можно сделать из металла, а стены - из различных огнестойких материалов. Дверной проем кабины закрывают брезентовым занавесом, подвешенным на кольцах. В кабине устанавливают источник сварочного тока, металлический стол с решеткой и вытяжным зонтом, стул с подъемным винтовым сидением, стеллажи для сварочной проволоки, электродов и других необходимых инструментов и материалов. Если сварка выполняется в среде защитного газа, то должно быть предусмотрено место для баллонов. Правильная организация рабочего места - залог качественной сварки и высокой производительности труда. Сварочные работы на постоянных сварочных постах следует выполнять только при наличии работающей вентиляции. В процессе работы следует применять передвижные воздухоотсосы. Временные рабочие места сварщика применяют для работ, которые выполняются непосредственно на оборудовании или установках, которые невозможно переместить к сварочному посту. Такие места должны быть отгорожены огнестойкими ширмами, щитами и обеспечены средствами первичного пожаротушения и огнетушителями. Тип, емкость и количество огнетушителей определяют в зависимости от их производительности, площади действия, класса помещения и т.д. Кроме огнетушителя рабочее место сварщика оборудуется ящиком с песком, ведром и другими средствами пожаротушения. Сварочный пост комплектуется источником питания, электрододержателей, сварочными проводами необходимой длины, зажимами для токопроводящего провода, сварочным щитком с защитными светофильтрами. При необходимости рабочее место может быть оборудовано средствами малой механизации, что облегчит не только сварку, но и погрузочно-разгрузочные работы.
Сварочная проволока В качестве электродного материала для сварочных работ используют несколько десятков марок и диаметров стальной проволоки, каждая из которых предназначен для определенного вида работ. Для низкоуглеродистых, легированных и высоколегированных сталей существуют свои виды проволоки, отличающиеся по химическому составу. Чтобы правильно ориентироваться в этом разнообразии, надо научиться различать маркировку проволоки. Маркировка проволоки выполняется буквенными и цифровыми символами, указывающими на содержание примесей и виды сталей, для которых она предназначена. Так, буквенный символ «Св», проставленный вначале маркировки, означает, что проволока сварочная. Цифровой индекс поле буквенного символа означает содержание углерода в сотых долях процента. К примеру, марка Св-08 означает, что проволока сварочная с содержанием углерода 0.08%. Буквенный символ, проставленный после цифры, обозначает легирующие элементы, а цифровой символ, поставленный после них, означает процентное содержание в сотых долях процента. Если содержание легирующего элемента не превышает 1%, то его количественный состав в маркировочном индексе не проставляют. При содержании легирующего элемента более 1%, после буквенного обозначения проставляют цифровой индекс, указывающий на процентное содержание элемента В целых единицах. Использование порошковой проволоки способствует увеличению глубины проплавления металла и снижению выгорания легирующих элементов из сварочной ванны. Для сварки под слоем флюса больших поверхностей иногда применяют порошковую ленту, которая отличается от проволоки своей формой. Хранят и транспортируют сварочную проволоку в условиях, исключающих ее загрязнение и окисление.
 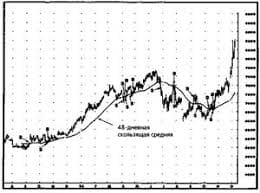 Что вызывает тренды на фондовых и товарных рынках Объяснение теории грузового поезда Первые 17 лет моих рыночных исследований сводились к попыткам вычислить, когда этот...  Что способствует осуществлению желаний? Стопроцентная, непоколебимая уверенность в своем...  Конфликты в семейной жизни. Как это изменить? Редкий брак и взаимоотношения существуют без конфликтов и напряженности. Через это проходят все...  Живите по правилу: МАЛО ЛИ ЧТО НА СВЕТЕ СУЩЕСТВУЕТ? Я неслучайно подчеркиваю, что место в голове ограничено, а информации вокруг много, и что ваше право... Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
|